Cemented Carbide Drawing Dies Use
Cemented Carbide Drawing Dies
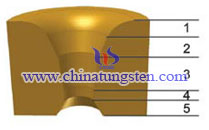
1.Entrance area: the region from the entrance area to the working area is generally circular arc which plays a transition role in facilitating drawing materials into the working area so that the materials would not be scratched by the shuttle edge of the hole.
2.Lubrication area: its role is to store lubricant which is conducive to lubricate drawing materials so that the drawing process can be completed successfully.
3.Working area: Working area is the plastically deforming area for drawing materials. Length and cone angle are the two factors for the working performance of this area. If the working area is too short, excessive pressure to the working area will be generated by the metal stretched. For the above reason, the tensile stress increased significantly, resulting in the accelerated wear of the mold. The principles for the selection of the length of the working area are as follows:
*The working area used for stretching soft metal wire is shorter than the working area used for stretching hard metal wire.
*The working area used for stretching metal wire with small diameter is shorter than the working area used for stretching metal wire with large diameter
*The working area worked under the condition of wet lubrication is shorter than the working area worked under the condition of dry lubrication.
As for the taper angle, the taper angle is smaller when stretching steel, while the cone angle should be larger when stretching non-ferrous metals and its alloys.
4.Sizing area: the final dimension of the drawing material is determined after passing the sizing area. The length of the sizing area is different according to the different hardness, sectional area and lubrication situation of the drawing material. If the sizing area is too long, the friction will be increased in the stretching process and the mould temperature will be elevated which will influence the service life of the mould, at the same time, the tensile stress will be increased so the breaking rate of the metal wire will rise. If the sizing area is too short, the change of cone angle will influence the size of the material.
5.Exit area and exit cone angle: exit area is the last part passed by the drawing material whose function is to protect the sizing area from cracking. Exit cone angle is to protect the quality of the completed metal wire. The exit area should not be too short; otherwise, the outlet end of the mold is easily broken. When manufacturing the mold, the sharp edge connecting the exit area and sizing area should be rubbed into circular arc to avoid the abrasion of the metal wire.





 sales@chinatungsten.com
sales@chinatungsten.com